
CGA580 R.H. คืออะไร

CGA 580 R.H. หมายถึง ข้อกำหนดของการเชื่อมต่อถังแก๊ส โดยเป็นมาตรฐานที่กำหนดโดย Compressed Gas Association (CGA) ซึ่งเป็นองค์กรที่กำหนดมาตรฐานสำหรับอุตสาหกรรมแก๊สอัด มาดูความหมายของแต่ละส่วนกัน ลักษณะเฉพาะของ CGA 580 R.H. ประโยชน์ของการมีมาตรฐาน CGA ถ้าเราเขียนว่า CGA580 เฉยๆ ไม่มี R.H. ได้ไหม โดยทั่วไปแล้ว การเขียนแค่ “CGA580” โดยไม่มี “R.H.” สามารถทำได้ และมักจะเข้าใจตรงกันว่าหมายถึงเกลียวขวา เพราะเกลียวขวาเป็นแบบมาตรฐานที่ใช้กันทั่วไป อย่างไรก็ตาม การระบุ “R.H.” ไว้ด้วย จะช่วยเพิ่มความชัดเจน และป้องกันความเข้าใจผิด โดยเฉพาะในกรณีที่ นอกจาก R.H. แล้วมีอะไรอย่างอื่นอีกมี L.H. ไหม? นอกจาก R.H. (Right Hand – เกลียวขวา) ซึ่งเป็นแบบมาตรฐานที่ใช้กันทั่วไปแล้ว ยังมี L.H. (Left Hand […]
การเชื่อมด้วยแรงเสียดทาน (Friction Welding)
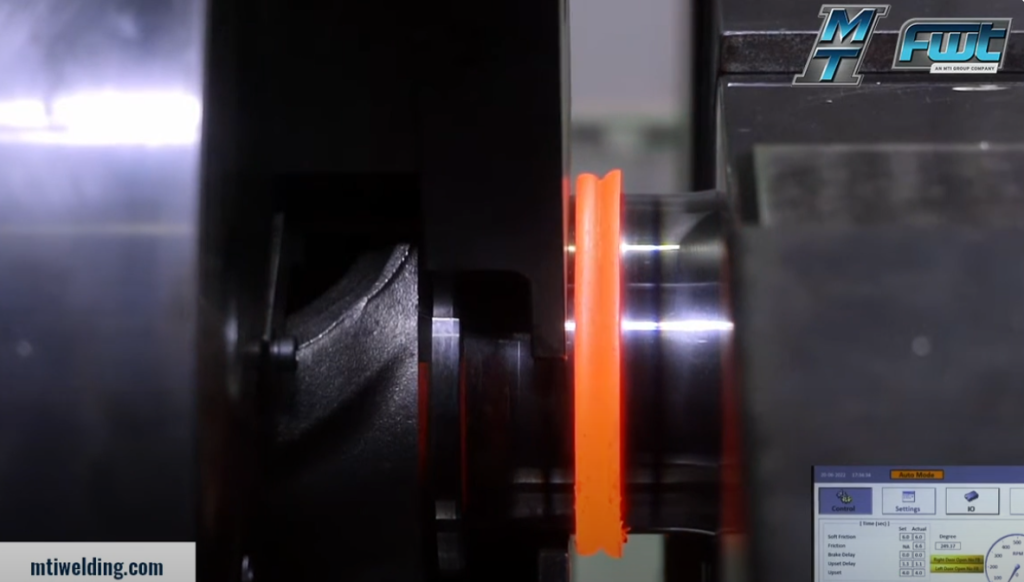
Friction Welding หรือที่เรียกอีกอย่างว่า การเชื่อมด้วยแรงเสียดทาน กระบวนการนี้เป็นวิธีการเชื่อมโลหะที่น่าสนใจซึ่งใช้ความร้อนที่เกิดจากแรงเสียดทานระหว่างชิ้นงานสองชิ้นเพื่อหลอมรวมเข้าด้วยกัน หลักการทำงานของ Friction Welding Friction Welding มีกี่แบบ Friction Welding สามารถแบ่งออกเป็นประเภทหลักๆ ได้ 2 แบบ คือ: นอกจากนี้ ยังมีเทคนิคพิเศษที่พัฒนาขึ้นจาก Friction Welding อีก 2 แบบ: https://www.sciencedirect.com/topics/materials-science/friction-stir-welding https://www.researchgate.net/figure/Typical-phases-of-friction-stir-spot-welding-process-a-pre-heating-b-joining-c_fig3_273577272 ข้อดีของ Friction Welding การใช้งาน Friction Welding ถูกนำไปใช้ในอุตสาหกรรมต่างๆ เช่น อุตสาหกรรมยานยนต์ อุตสาหกรรมอากาศยาน และอุตสาหกรรมการผลิตทั่วไป เพื่อเชื่อมชิ้นส่วนต่างๆ เช่น เพลา ท่อ และส่วนประกอบอื่นๆ วัสดุอะไรที่เชื่อมแบบ Friction Welding ได้บ้าง Friction Welding มีความสามารถในการเชื่อมวัสดุได้หลากหลาย ทั้งโลหะชนิดเดียวกันและต่างชนิดกัน ขึ้นอยู่กับเทคนิคการเชื่อมที่ใช้ โดยทั่วไปแล้ว วัสดุที่สามารถเชื่อมด้วย Friction […]
ลวดเชื่อม E308LT1-1

E308LT1-1 เป็นชื่อเรียกมาตรฐานของลวดเชื่อมสแตนเลสชนิดฟลักซ์คอร์ (Flux Cored Wire) ที่ใช้สำหรับเชื่อมเหล็กกล้าไร้สนิม (Stainless Steel) ออสเทนนิติก ที่มีส่วนผสมของโครเมียม 18% และนิเกิล 8% คุณสมบัติเด่น การใช้งาน ตัวอย่างโลหะที่สามารถเชื่อมได้ ข้อควรระวัง สรุป E308LT1-1 เป็นลวดเชื่อมคุณภาพสูงที่เหมาะสำหรับงานเชื่อมสแตนเลสที่ต้องการความแข็งแรง ทนทานต่อการกัดกร่อน และเชื่อมได้ทุกท่า โดยเฉพาะงานที่ต้องการความปลอดภัยสูงและมีโอกาสเกิดการกัดกร่อนระหว่างผลึก
น้ำยาล้างหัวมิก หรือ Anti-Clogging หรือ No-Spatter Compound

น้ำยาล้างหัวมิก หรือ Anti-Clogging Agent มีคุณสมบัติที่สำคัญดังนี้: ป้องกันการอุดตัน คุณสมบัติหลักคือช่วยป้องกันการสะสมของเศษโลหะ สิ่งสกปรก และคราบต่างๆ ที่อาจทำให้หัวเชื่อมมิกอุดตัน ซึ่งจะช่วยยืดอายุการใช้งานของหัวเชื่อมและลดความจำเป็นในการเปลี่ยนบ่อยๆ ลดการกระเด็นของโลหะ ช่วยลดการกระเด็นของโลหะหลอมเหลวระหว่างการเชื่อม ซึ่งจะช่วยป้องกันความเสียหายต่อชิ้นงานและลดความเสี่ยงต่อการเกิดอุบัติเหตุ เพิ่มประสิทธิภาพในการเชื่อม เมื่อหัวเชื่อมสะอาดและไม่มีสิ่งอุดตัน จะทำให้กระแสไฟฟ้าไหลผ่านได้อย่างราบรื่น ส่งผลให้การเชื่อมมีคุณภาพและประสิทธิภาพที่ดีขึ้น ใช้งานง่าย ส่วนใหญ่มักมาในรูปแบบเจลหรือสารประกอบที่มีความหนืด จึงใช้งานง่าย เพียงจุ่มหัวเชื่อมร้อนๆ ลงไปในน้ำยา แล้วปล่อยให้ส่วนเกินไหลออก ไม่เป็นอันตราย ผลิตภัณฑ์ส่วนใหญ่ได้รับการออกแบบมาให้ปลอดภัยต่อผู้ใช้งานและสิ่งแวดล้อม โดยไม่มีส่วนผสมของสารเคมีที่เป็นอันตรายหรือมีกลิ่นฉุน ส่วนผสมหลักของ น้ำยาล้างหัวมิก น้ำยาล้างหัวมิก หรือ Anti-Clogging Agent มักผลิตจากส่วนผสมหลักดังนี้: สารประกอบอนินทรีย์: เช่น บอแรกซ์ (Borax) หรือสารประกอบโบรอนอื่นๆ ซึ่งมีคุณสมบัติในการป้องกันการเกาะติดของโลหะและช่วยลดการกระเด็นของโลหะหลอมเหลว สารลดแรงตึงผิว: ช่วยลดแรงตึงผิวของน้ำยา ทำให้สามารถแทรกซึมเข้าไปในรอยแตกและซอกเล็กๆ ของหัวเชื่อม เพื่อขจัดคราบสกปรกและสิ่งอุดตันได้อย่างมีประสิทธิภาพ สารเพิ่มความหนืด: เช่น เซลลูโลส หรือพอลิเมอร์อื่นๆ ช่วยเพิ่มความหนืดของน้ำยา ทำให้เกาะติดกับหัวเชื่อมได้ดี และไม่ไหลออกเร็วเกินไป สารหล่อลื่น: เช่น น้ำมันซิลิโคน […]
ข้อมูลทั้งหมดของทังสเตน WL20 (หัวสีน้ำเงิน)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WL20 เป็นตัวเลือกที่ยอดเยี่ยมสำหรับงานเชื่อมที่หลากหลาย ให้คุณภาพการเชื่อมที่ดี, อายุการใช้งานยาวนาน, และใช้งานง่าย หากคุณกำลังมองหาทังสเตนอเนกประสงค์และมีประสิทธิภาพสูงสำหรับงานเชื่อมของคุณ WL20 เป็นตัวเลือกที่ควรพิจารณา
ข้อมูลทั้งหมดของทังสเตน WC20 (หัวสีเทา)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WC20 เป็นตัวเลือกที่ดีสำหรับงานเชื่อมอะลูมิเนียมและโลหะผสมที่ต้องการคุณภาพและความสะอาดสูง ให้เสถียรภาพของอาร์คที่ดี, เริ่มต้นการเชื่อมง่าย และมีอายุการใช้งานยาวนาน หากคุณกำลังมองหาทังสเตนสำหรับงานเชื่อมอะลูมิเนียมและโลหะผสม WC20 เป็นตัวเลือกที่ควรพิจารณา
ข้อมูลทั้งหมดของทังสเตน WT20 (หัวสีแดง)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WT20 เป็นตัวเลือกที่ได้รับความนิยมอย่างแพร่หลายในงานเชื่อมโลหะหลายชนิด ให้คุณภาพการเชื่อมที่ดี, อายุการใช้งานยาวนาน และใช้งานง่าย หากคุณกำลังมองหาทังสเตนอเนกประสงค์สำหรับงานเชื่อมของคุณ WT20 เป็นตัวเลือกที่ควรพิจารณา
ข้อมูลทั้งหมดของทังสเตน WP (หัวสีเขียว)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WP เป็นตัวเลือกที่คุ้มค่าสำหรับงานเชื่อมอะลูมิเนียมและแมกนีเซียมด้วยกระแส AC ให้คุณภาพการเชื่อมที่ดี, ราคาประหยัด และใช้งานง่าย หากคุณกำลังมองหาทังสเตนสำหรับงานเชื่อมอะลูมิเนียมและแมกนีเซียมด้วย AC และต้องการประหยัดงบประมาณ WP เป็นตัวเลือกที่น่าสนใจ
ข้อมูลทั้งหมดของทังสเตน WZ8 (หัวสีขาว)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WZ8 เป็นตัวเลือกที่ดีสำหรับงานเชื่อมอะลูมิเนียมและแมกนีเซียมที่ต้องการคุณภาพและความสะอาดสูง ให้เสถียรภาพของอาร์คที่ดี, เริ่มต้นการเชื่อมง่าย และมีอายุการใช้งานยาวนาน หากคุณกำลังมองหาทังสเตนสำหรับงานเชื่อมอะลูมิเนียมและแมกนีเซียม WZ8 เป็นตัวเลือกที่ควรพิจารณา
ข้อมูลทั้งหมดของทังสเตน WL15 (หัวสีทอง)

องค์ประกอบ: คุณสมบัติ: การใช้งาน: ข้อดี: ข้อจำกัด: ขนาดทั่วไป: การบำรุงรักษา: ข้อควรระวัง: สรุป: ทังสเตน WL15 เป็นตัวเลือกที่ยอดเยี่ยมสำหรับงานเชื่อมที่หลากหลาย ให้คุณภาพการเชื่อมที่ดี, อายุการใช้งานยาวนาน และใช้งานง่าย หากคุณกำลังมองหาทังสเตนคุณภาพสูงสำหรับงานเชื่อมของคุณ WL15 เป็นตัวเลือกที่คุ้มค่า